Panme đo ngoài (outside micrometer) là một trong những thiết bị phổ biến để đo lường, được ứng dụng cao trong nhiều ngành công nghiệp. Nó giúp giám sát chất lượng sản phẩm từ khâu đầu tiên đến khi sản xuất thành công sản phẩm. Vì thế, sự chính xác và độ tin cậy của panme đo ngoài là yếu tố vô cùng quan trọng cần được lưu tâm. Thực hiện hiệu chuẩn panme đo ngoài định kỳ sẽ giúp người dùng an tâm khi sử dụng và hạn chế được các rủi ro mang lại vì những sai lệch. Cùng Techmaster Việt Nam tìm hiểu quy trình hiệu chuẩn panme đo ngoài trong bài viết này nhé!

1. Panme đo ngoài là gì?
Panme đo ngoài (hay còn gọi là outside micrometer) là công cụ đo lường chuyên dụng. Panme dùng để đo kích thước của vật thể, có thể có hình dạng hình trụ, ống hoặc hình chữ nhật. Nó sở hữu khả năng đo chính xác đến từng chi tiết, từ hàng micromet. Panme được đánh giá sở hữu nhiều ưu điểm hơn các loại công cụ đo lường khác vì tính tiện lợi và giá cả hợp lý.
Có 2 loại panme đo ngoài, gồm cơ khí và điện tử. Tùy vào nhu cầu sử dụng, người dùng có thể chọn lựa loại panme phù hợp.
Cấu tạo của panme:
- Đầu đo tĩnh
- Đầu đo di động
- Thước chính
- Thước phụ
- Tay xoay/núm vặn
- Chốt khó, vít hãm
- Khung
2. Ứng dụng của panme đo ngoài
-
Cơ khí chế tạo
-
Tiêu chuẩn chất lượng
-
Sản xuất
-
Nghiên cứu và phát triển sản phẩm
-
Sửa chữa và bảo trì
3. Làm thế nào để bảo quản panme?
-
Không sử dụng panme đo các vật thể bẩn, thô
-
Cần thao tác lau sạch mọi vật thể trước khi đo bằng panme
-
Khi vật thể còn chuyển động, tuyệt đối không dùng panme
-
Không vặn ống vặn của thước phụ để mỏ đo ép vào vật đo
-
Hạn chế lấy panme ra khỏi vị trí đo khi đang đọc kích thước
-
Tránh để panme ở nơi nhiều bụi, ẩm mốc vì panme có thể bị gỉ hoặc bị mài mòn
4. Quy trình hiệu chuẩn panme đo ngoài
Tại sao nên hiệu chuẩn panme đo ngoài?
Vì tính ứng dụng cao của panme nhiều lĩnh vực nên độ chính xác của nó luôn được đặt lên hàng đầu. Sai lệch từ kết quả đo trả về có thể dẫn đến thiệt hại về kinh tế, hoặc rủi ro về an toàn đối với con người. Đặc biệt trong ngành cơ khí, kết quả đo có thể dẫn đến thành phẩm không đúng chuẩn và tạo ra thất thoát tài chính cho các nhà xưởng và doanh nghiệp, cũng như an toàn lao động cho người sử dụng sản phẩm. Điều này ảnh hưởng đến cả một quy trình sản xuất.
Hiệu chuẩn panme đo ngoài định kỳ là giải pháp thiết thực để hạn chế các vấn đề trên, đồng thời giúp người dùng kịp thời phát hiện những sai sót hoặc hỏng hóc để kịp tời khắc phục.
Thực hiện hiệu chuẩn panme đo ngoài
Các phương tiện tham gia
+ Bộ căn mẫu chuẩn MITUTOYO 516-995-10
+ Bộ 4 kính phẳng song song MITUTOYO 157-903
Phương tiện đo cần kiểm (UUT): Panme đo ngoài Mitutoyo 293-145
Điệu kiện môi trường
– Độ ẩm: (50 ± 15) %RH
– Nhiệt độ: (20 ± 2) ºC
Thao tác chuẩn bị
– Luôn đeo găng tay khi thao tác với các căn mẫu chuẩn.
– Vệ sinh sạch sẽ các căn mẫu chuẩn.
– Vệ sinh các đầu đo UUT.
– Đặt UUT và căn mẫu chuẩn trong phòng đo ít nhất 1 giờ trước khi hiệu chuẩn.
– Kiểm tra tình hình chung của thiết bị đo
Kiểm tra đo lường
Bước 1: Xác định độ không phẳng của mặt đo
– Đặt sát tấm kính phẳng vào từng mặt đo của thước vặn, sao cho số vân giao thoa xuất hiện ít nhất và đếm số vân giao thoa.
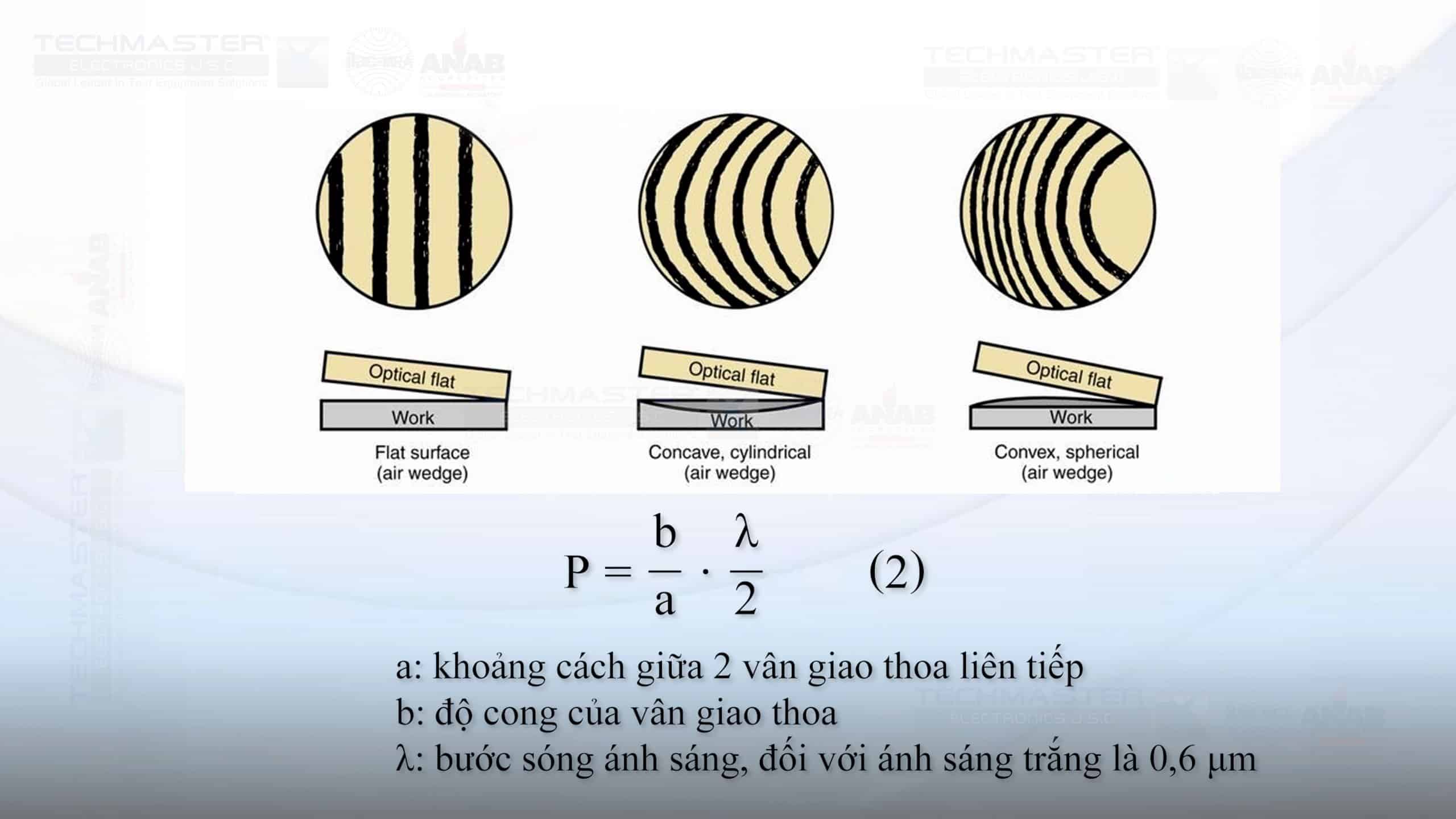
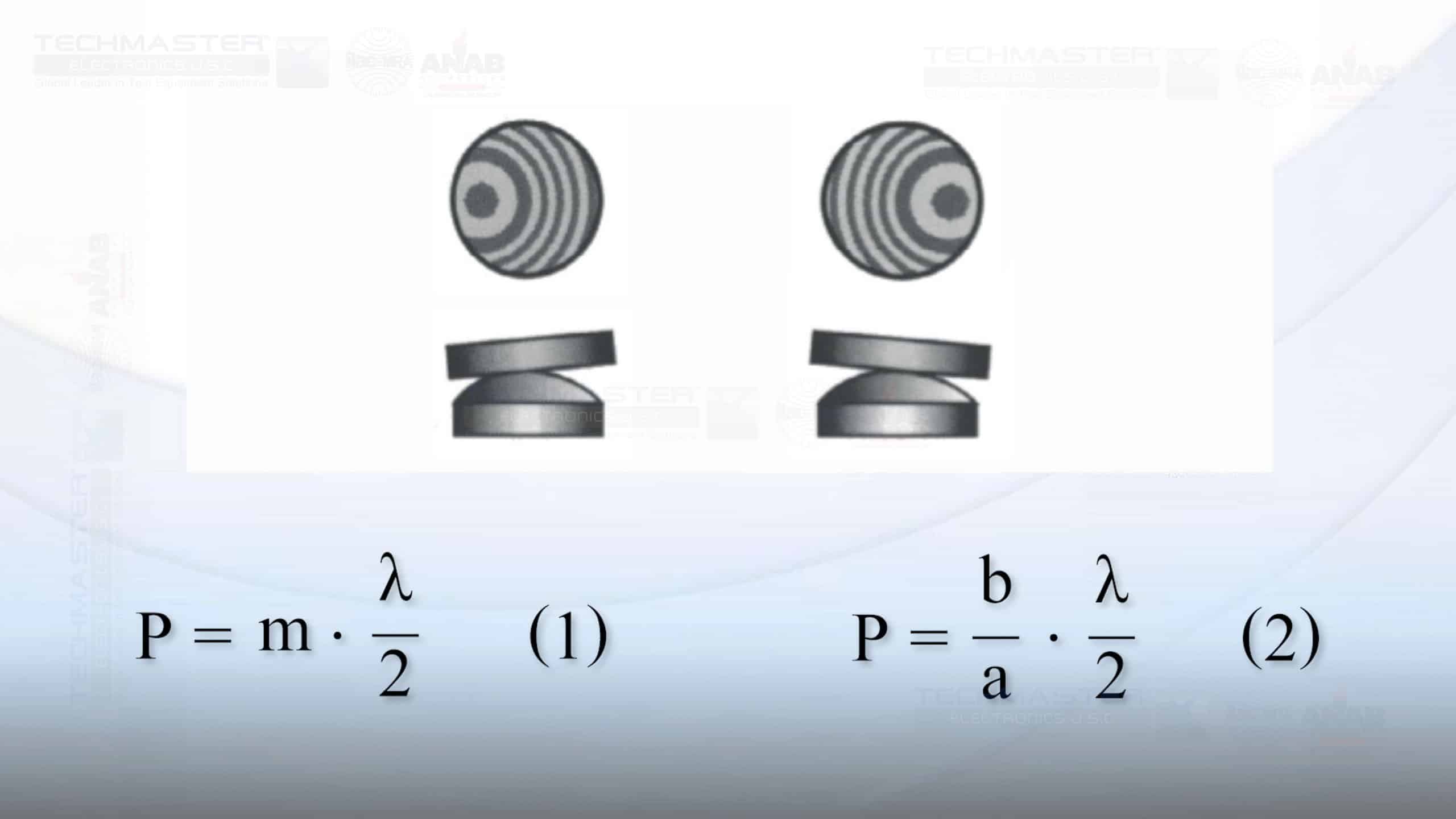
– Nếu các vân giao thoa là những đường vòng cung thì tính độ không phẳng bằng công thức:
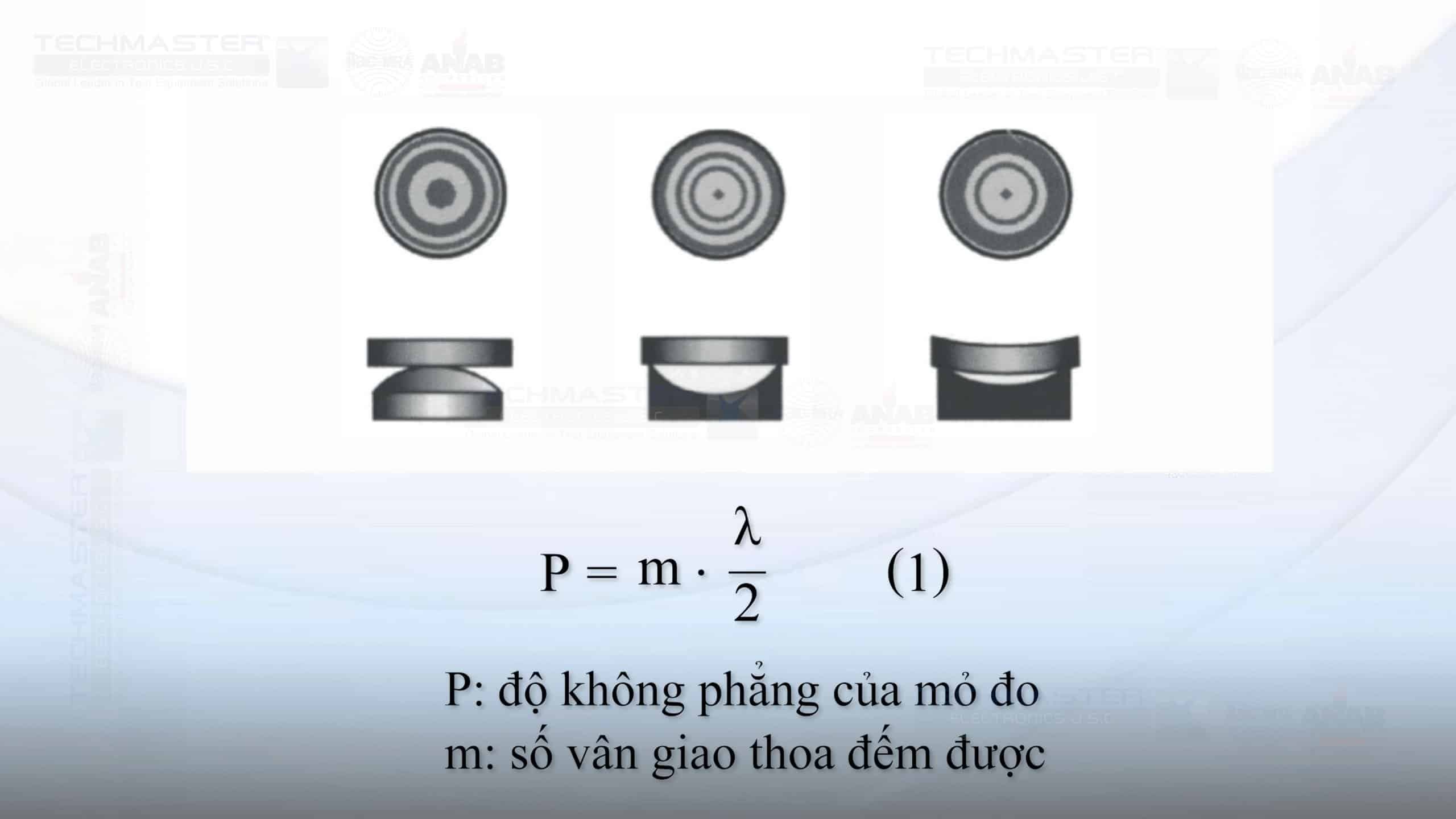
– Trường hợp các vân giao là những đường tròn khép kín, áp dụng công thức sau để tính độ không phẳng:
– Trường hợp các vân giao phân bố không đều về 2 phía của đường hoặc điểm tiếp xúc, lấy cái có nhiều số vân giao thoa hơn. Kế đó, tính độ không phẳng bằng công thức (1) hoặc (2)
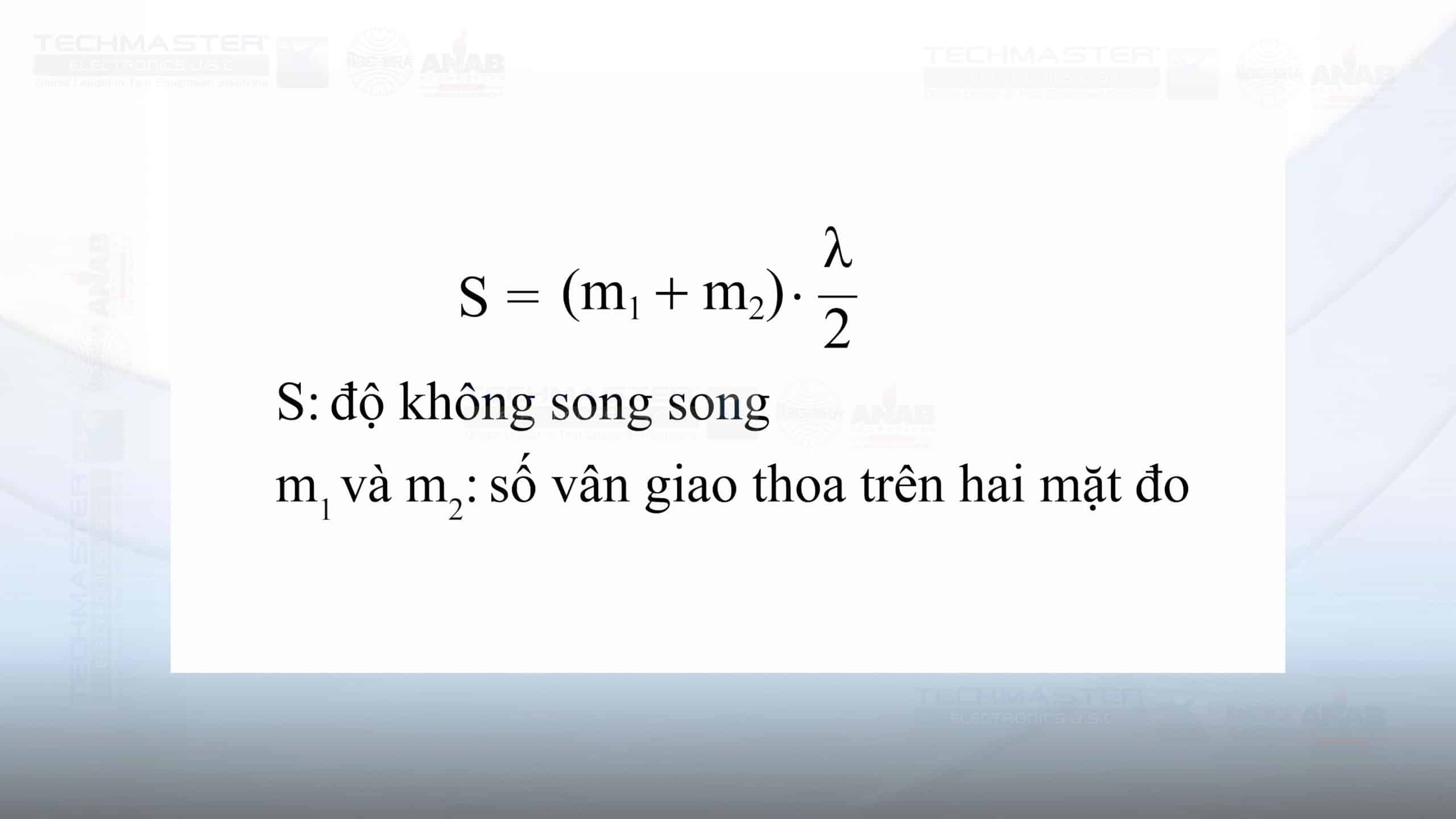
Bước 2: Xác định độ không song song
Lần lượt đặt các tấm kính tiếp xúc vào 2 mặt đo, sao cho dưới tác dụng lực đo của thước vặn, tổng số vân giao thoa xuất hiện ít nhất.
Kế đó, tính độ không song song bằng công thức sau:
Bước 3: Kiểm tra độ chính xác trên thang đo
- Chỉnh thước vặn về vị trí 0
- Chọn kích thước căn mẫu chuẩn gần giá trị 25%, 50%, 75%, 100% phạm vi đo của UUT.
- Kẹp 2 đầu đo ngoài của UUT vào căn mẫu chuẩn để đo kích thước
- Ghi nhận các giá trị.

– Cần lưu ý đầu đo ngoài: phải song song với mặt đo của căn mẫu chuẩn.
– Mỗi điểm kiểm tra đo lặp lại 5 lần.
– Thực hiện tương tự cho các điểm cần kiểm của UUT.

Bước 4: Kết thúc hiệu chuẩn
Sau khi hoàn thành hiệu chuẩn, Techmaster sẽ cung cấp giấy chứng nhận hiệu chuẩn và báo cáo đầy đủ để khách hàng có thể lưu giữ dữ liệu.
Vừa rồi là quy trình hiệu chuẩn panme đo ngoài được thực hiện tại Techmaster Việt Nam. Để biết thêm chi tiết về quy trình trên hoặc có nhu cầu tham khảo dịch vụ hiệu chuẩn đạt chứng chỉ quốc tế, bạn có thể liên hệ với chúng tôi để biết thêm chi tiết.


