Thước panme (vi trắc kế) là một thiết bị cực kỳ hữu ích đi kèm với các dụng cụ cơ khí. Nó có thể đo tới 10 µm hoặc 0,01 mm. Thước panme gồm một ốc vít hiệu chỉnh, được sử dụng rộng rãi để đo lường chính xác các chi tiết trong kỹ thuật cơ khí và gia công cắt gọt. Được sử dụng rộng rãi để đo lường chính xác các chi tiết trong kỹ thuật cơ khí vì độ chuẩn xác cao, cùng với các dụng cụ đo lường khác như dials, Vernier và thước cặp kỹ thuật số.
Thước panme hoạt động theo nguyên lý vít-và-đai ốc. Vít được gắn chặt vào ống đong hoặc ống hình trụ đồng tâm có chu vi được chia thành nhiều phần bằng nhau. Khi trục vít được quay một vòng qua đai ốc, chuyển động của trục bằng bước của ren của trục vít.
Nếu ‘A’ là bước răng hoặc bước ren của vít – tính bằng mm, thì mỗi vòng quay của vít sẽ tăng ‘A’ mm đối với ren bên trong. Chuyển động (quay) của cylinder qua một vạch chia có nghĩa là 1/n vòng quay của trục vít hoặc 1/n mm theo trục, nếu chu vi của cylinder đồng tâm được chia thành ‘n’ các vạch chia bằng nhau.
Vít trong thước panme thường được sử dụng có bước răng (bước ren) là 0.5 mm và thimble có 50 vạch chia. Do đó, số đếm nhỏ nhất của panme là 0.5/50 = 0.01 mm. Có thể giảm giá trị theo trục mỗi một vạch chia theo chu vi, và cải thiện độ chính xác của phép đo bằng cách hạ thấp bước ren của vít hoặc tăng số vạch chia trên thimble.
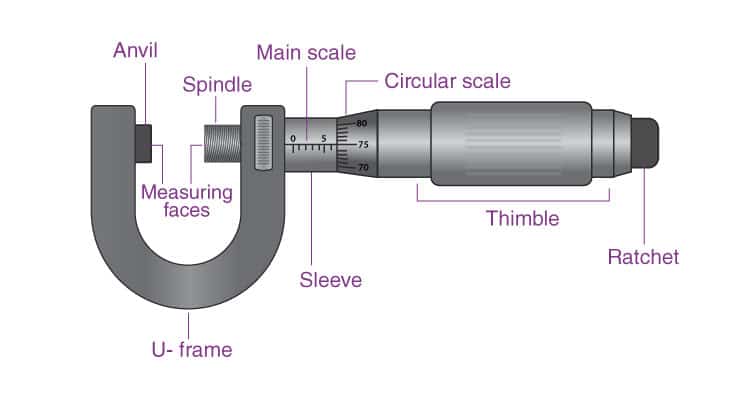
Đe là bộ phận cố định nhô ra khoảng 3mm so với khung bên trái của panme. Đường kính đe giống với đường kính trục chính. Các đe được nối đất và ghép lại một cách chính xác, có mặt đo phẳng và song song với trục chính. Trục chính ở mặt trước của đe, với một mặt đo có thể di chuyển được. Đai ốc được gắn vào trục chính. Nó sẽ di chuyển dễ dàng và trơn tru trong toàn bộ thời gian chuyển động của nó. Vít trục chính và đai ốc không được có bất kỳ phản ứng dữ dội nào.
Khung của panme đo ngoài có dạng hình chữ U hoặc hình chữ C. Nó kết nối tất cả các bộ phận của panme với nhau. Khoảng trống trong khung cho phép đo đường kính hoặc chiều dài tối đa của chi tiết gia công. Thép, gang, gang dễ uốn, hoặc hợp kim nhẹ thường được sử dụng để sản xuất khung. Khung của panme phải có tay cầm để kết hợp giữ panme đúng cách trong suốt quá trình đo.
Ống nối, chứa thang đo chính của panme. Được chia chính xác và được đánh dấu rõ ràng theo các vạch chia 0.5mm dọc theo chiều dài của nó. Nó được mạ chrome và có thể điều chỉnh cài đặt zero.
Khi panme cài đặt giá trị đọc chính xác, một đai ốc hãm được đặt trên trục chính của panme. Ốc hãm được thiết kế theo cách là nó khóa trục chính mà không làm thay đổi khoảng cách giữa các mặt đo. Kết quả là, trục chính vẫn được căn chỉnh một cách hoàn hảo.
Ratchet nằm ở phần cuối của thimble. Nó được sử dụng để đảm bảo phép đo chính xác và ngăn panme không bị ép quá mức. Khi trục chính ratchet gần với bề mặt làm việc cần đo, người vận hành siết chặt thimble bằng vít ratchet. Khi áp suất hiệu chỉnh (không đổi) được cung cấp từ hướng ngược lại, ratchet sẽ tự động trượt, tránh việc trục chính bị ép quá mức trên bề mặt làm việc.
Thimble, có 50 vạch chia bằng nhau xung quanh chu vi của nó, sẽ được di chuyển trên ống để có được số đo hoàn hảo.
Panme thường có độ mở tối đa là 25mm. Do đó, nó có các phạm vi từ 0-25mm, 25-50mm, 50-75mm và tương tự lên đến 600 mm. Để có được kết quả đo chính xác từ panme, cần tuân thủ các bước sau
Kết quả tổng = Số đọc thang đo chính + (số đếm ít nhất x số đọc trên thimble)
Ngoài ra, để thước cặp panme có thể hoạt động ổn định và độ chuẩn xác thì việc hiệu chuẩn thước cặp panme định kỳ là vô cùng quan trọng. Hãy cùng tìm hiểu qua bài viết “Hiệu chuẩn panme đo ngoài“
Trong các vận hành công nghiệp hiện đại, việc đo lường áp suất chính xác…
Hướng Dẫn Phân Biệt Nút Bịt Tai 3M Thật - Giả & Cách Sử Dụng…
Bảo Vệ Hô Hấp: Giải Mã Phin Lọc, Tấm Lọc & Hướng Dẫn Thay Thế…
So Sánh 3M 9001 Và 3M 9501: Đâu Là "Lá Chắn" Hoàn Hảo Cho Bạn?…
Giới thiệu: Tại sao sai số 0.1° lại quan trọng trong kỹ thuật chính xác?…
Cẩm Nang Giải Mã Tiêu Chuẩn PPE: "Hộ Chiếu" An Toàn Trong Thương Mại Quốc…
{kind=link}