Trong thế giới sản xuất cơ khí chính xác, khái niệm “tương đối” chưa bao giờ là đủ. Dù bạn đang gia công các linh kiện hàng không vũ trụ hay căn chỉnh thiết bị hình ảnh y tế, độ chính xác của phép đo góc chính là ranh giới mong manh giữa một sản phẩm hoàn hảo và một lô hàng phế phẩm đắt đỏ.
Hiệu chuẩn thước đo góc là quy trình thiết yếu để kiểm tra và điều chỉnh độ chính xác của các dụng cụ đo góc. Nếu thiếu hoạt động hiệu chuẩn định kỳ, ngay cả những chiếc thước đo góc vạn năng (Bevel Protractor) hay thước đo góc điện tử chất lượng nhất cũng sẽ gặp hiện tượng “trôi” kết quả do tác động của môi trường, độ mài mòn hoặc va chạm cơ học. Trong bài hướng dẫn này, chúng ta sẽ đi sâu vào các tiêu chuẩn kỹ thuật, quy trình thực hiện và sự khác biệt cốt lõi giữa tính truy nguyên NIST và công nhận ISO 17025.
Chuỗi chuẩn đo lường
Tập trung vào chuỗi liên kết đo lường không đứt đoạn. Thiết bị của bạn được so sánh với chuẩn chính, chuẩn này liên kết trực tiếp với các chuẩn quốc gia do Chính phủ Hoa Kỳ duy trì.
Hệ thống chất lượng
Đối với các quản lý chất lượng, câu hỏi đầu tiên luôn là: “Việc hiệu chuẩn này có đáp ứng yêu cầu tuân thủ của chúng tôi không?” Hiểu rõ sự khác biệt giữa hai thuật ngữ này là yếu tố sống còn để vượt qua các kỳ đánh giá (audit).
Truy nguyên nguồn gốc NIST (Viện Tiêu chuẩn và Công nghệ Quốc gia Hoa Kỳ) có nghĩa là thiết bị chuẩn của phòng thí nghiệm đã được hiệu chuẩn dựa trên các tiêu chuẩn cấp cao hơn, cuối cùng dẫn về các tiêu chuẩn quốc gia. Đây là một chuỗi đo lường liên tục và minh bạch.
Trong khi NIST tập trung vào chuẩn đo lường, thì ISO 17025 tập trung vào hệ thống vận hành. Một dịch vụ hiệu chuẩn đạt chuẩn ISO 17025 cung cấp:
Lời khuyên chuyên gia: Nếu ngành nghề của bạn yêu cầu báo cáo kèm theo “Ngân sách độ không đảm bảo đo” (Uncertainty Budget), bạn bắt buộc phải chọn dịch vụ Hiệu chuẩn đạt chuẩn ISO 17025.
Độ chính xác bắt đầu từ việc hiểu giá trị đo nhỏ nhất. Đối với thước đo góc vạn năng tiêu chuẩn, giá trị này được tính toán theo công thức toán học.
CÔNG THỨC
(Vạch chia thang chính – Vạch chia thang đo Vernier)
👀
🎯
📐
👓
Cảm biến điện tử có độ trôi khác biệt, thường gặp lỗi tuyến tính và sụt áp pin. Giải pháp chính là Flip Test.
1. Đặt trên mặt phẳng
2. Xoay 180°
3. Tính sai lệch
Bộ vi xử lý sẽ triệt tiêu lỗi nghiêng nội tại.
Khi các nhà máy chuyển mình sang công nghiệp 4.0, dịch vụ hiệu chuẩn thước đo góc điện tử ngày càng trở nên phổ biến. Tuy nhiên, các thiết bị này yêu cầu một hướng tiếp cận kỹ thuật hoàn toàn khác.
Nhiều dòng thước đo góc điện tử cao cấp (như Mitutoyo hay Starrett) sử dụng quy trình “flip-test” hoặc Superset để tự hiệu chuẩn cảm biến bên trong.
Hãy tưởng tượng một Quản lý Chất lượng tại nhà máy ô tô phát hiện thước đo góc vạn năng bị lệch $0.5^\circ$ trong kỳ kiểm tra định kỳ.
Dữ liệu As-Found cho biết chính xác thiết bị đã sai lệch bao nhiêu khi vừa chuyển đến phòng lab. Điều này cho phép quản lý thực hiện “Phân tích nguyên nhân gốc rễ” (RCA). Nếu thước đã được dùng để đo cho 1.000 chi tiết, thì toàn bộ 1.000 chi tiết đó hiện đang nằm trong diện nghi vấn về chất lượng.
Dữ liệu As-Left là kết quả đo sau khi kỹ thuật viên đã vệ sinh, căn chỉnh và sửa chữa thiết bị về trạng thái chính xác nhất.
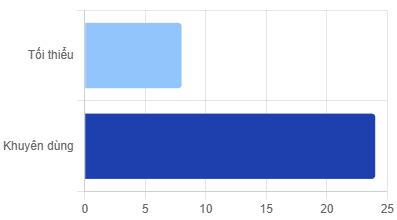
Tiêu chuẩn chung là 12 tháng, nhưng áp dụng một con số duy nhất cho mọi thiết bị là điều mạo hiểm.
Hiệu chuẩn thước đo góc không chỉ đơn thuần là việc dán một chiếc tem lên thiết bị; đó là “hợp đồng bảo hiểm” của bạn trước những sai hỏng sản phẩm và rủi ro pháp lý. Dù bạn sử dụng thước đo góc truyền thống hay thước điện tử hiện đại, việc đảm bảo tính truy nguyên NIST và tuân thủ tiêu chuẩn ISO 17025 là điều không thể thương lượng trong sản xuất hiện đại.
Cẩm Nang Giải Mã Tiêu Chuẩn PPE: "Hộ Chiếu" An Toàn Trong Thương Mại Quốc…
Kính Chống Hóa Chất 3M GoggleGear: Tầm Nhìn Trong Veo Trong Môi Trường Khắc Nghiệt…
Chụp Tai Chống Ồn Peltor: Giải Pháp Bảo Vệ Thính Giác Đỉnh Cao Cho Công…
Mặt Nạ Phòng Độc 3M Nửa Mặt Và Nguyên Mặt: Giải Pháp Bảo Vệ Hô…
Dây Đai An Toàn Toàn Thân 3M: Trọng Tâm Của Hệ Thống Chống Rơi Ngã…
Găng Tay Chống Cắt Cơ Khí 3M: Tiêu Chuẩn EN 388 Và Giải Pháp Bảo…
{kind=link}
{kind=link}
{kind=link}