Độ cứng là gì? Những ký hiệu độ cứng như HRC, HV, HL có ý nghĩa gì, chúng khác nhau như thế nào? Liệu ký hiệu HRB và HB có tương đương nhau? Bạn cần lựa chọn một máy đo độ cứng nhưng chưa rõ những ứng dụng của từng loại máy, làm sao để lựa chọn phù hợp? Làm thế nào để kiểm tra, hiệu chuẩn?
Qua bài viết dưới đây, Techmaster hy vọng sẽ cung cấp những thông tin hữu ích, giúp bạn giải đáp các thắc mắc trên, cũng như tìm được máy đo phù hợp với nhu cầu sử dụng.
Trước khi tìm hiểu về Máy đo độ cứng, chúng ta cần biết được độ cứng là gì. Đây là câu hỏi đơn giản nhưng rất dễ gây nhầm lẫn. Chúng ta cần làm rõ độ cứng ở đây là độ cứng của kim loại/vật liệu rắn, độ cứng của nước (dung dịch), độ cứng cao su (vật liệu đàn hồi), hay độ cứng viên nén (thuốc viên),… Trong bài viết này, chúng tôi chỉ xin đề cập sâu về độ cứng kim loại, hay vật liệu rắn.
Độ cứng kim loại hay vật liệu rắn là khả năng chịu đựng (chống lại sự biến dạng) của vật liệu rắn dưới tác dụng của một lực nào đó, thường là lực xuyên thấu (đâm thủng). Điều này có ý nghĩa rất quan trọng, trong lĩnh vực gia công tạo hình sản phẩm.
Vì sao?
Vì chỉ có kim cương mới cắt được kim cương. Một vật chỉ có thể cắt được, hay tạo hình lên một vật khác khi nó cứng hơn vật bị tạo hình. Từ đó, khi phay, tiện sản phẩm, bạn sẽ lựa chọn mũi dao gia công phù hợp với sản phẩm cần gia công.
Đối với một số vật liệu, sau khi trải qua quá trình tôi luyện, sẽ trở nên “cứng” hơn so với trước đó. Và để xác định được điều này, người ta đã phát minh ra rất nhiều phương pháp đo, xây dựng thang đo tương ứng.
Là loại thang đo độ cứng chủ yếu dành cho các loại khoáng vật. Thang đo này đặc trưng cho khả năng làm trầy xước hoặc chống lại trầy xước, dựa trên những loại khoáng vật khác nhau. Khoáng vật nào có độ cứng lớn hơn sẽ làm trầy được khoáng vật có độ cứng bé hơn.
Như hình trên, rất dễ nhận thấy, KIM CƯƠNG là vật liệu cứng nhất. Giả sử bạn có một vật liệu có thể làm trầy tinh thể FLOURITE, và bị làm trầy bởi APATITE, thì vật liệu đó sẽ có độ cứng trong khoảng 4~5MOHS.
Phương pháp này chỉ mang tính chất so sánh tương đối, không đưa ra kết quả chính xác, chỉ có ý nghĩa trong nghiên cứu tính chất của tinh thể, ít được ứng dụng trong sản xuất, đo lường thực tế.
Với,
F: lực tác dụng vuông góc với bề mặt mẫu thử, N
D: đường kính viên bi của mũi thử, mm
d: đường kính vết lõm trên bề mặt mẫu thử, mm
hoặc công thức:
Với,
P: lực tác dụng vuông góc với bề mặt mẫu thử, kgf
D: đường kính viên bi của mũi thử, mm
d: đường kính vết lõm trên bề mặt mẫu thử, mm
* Đặc trưng của phương pháp Brinell:
_ Cần kính lúp có vạch đo, hoặc kính hiển vi, máy đo quang học để xác định vết lõm.
_ Lực ấn lõm chỉ tác dụng 1 lần trên bề mặt mẫu thử.
_ Phương pháp đo nhanh, độ chính xác không quá cao
_ Không áp dụng cho vật liệu quá cứng, tấm mỏng, bề mặt cong.
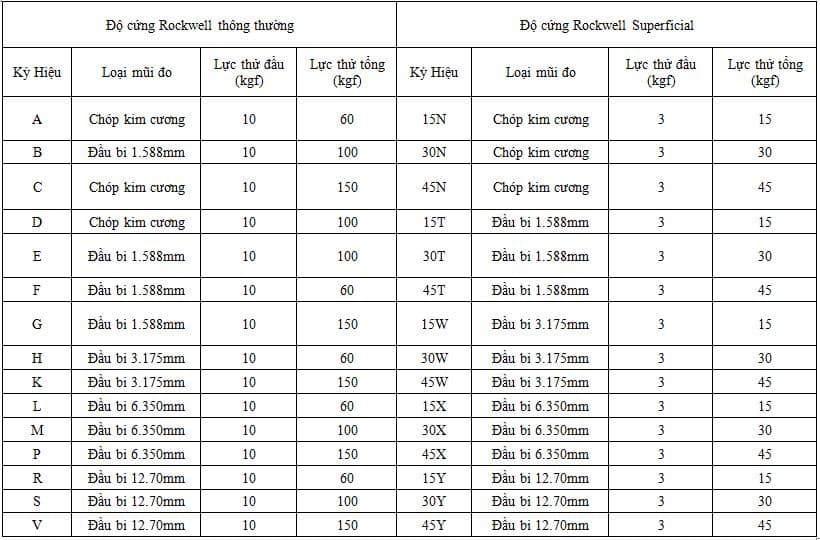
Bảng độ cứng Rockwell:
Như vậy, rõ ràng đơn vị HB (Brinell) và HRB (Rockwell) là hoàn toàn khác nhau.
Với,
U = 100 khi đo độ cứng bằng mũi kim cương
U = 130 khi đo độ cứng bằng mũi viên bi
T = 0.002mm khi đo độ cứng thông thường (Regular Rockwell Hardness)
U = 0.001mm khi đo độ cứng bề mặt (Superficial Rockwell Hardness)
Δh: chênh lệch chiều cao giữa 2 lực ấn lõm (mm)
Máy đo độ cứng Rockwell điện tử MITUTOYO HR-400/500 series
Máy đo độ cứng Rockwell đồng hồ MITUTOYO HR-200 Series
_ Không cần kính hiển vi, máy đo quang học để xác định vết lõm.Đặc trưng của phương pháp Rockwell:
_ Lực ấn lõm tác dụng 2 lần trên bề mặt mẫu thử, cần thời gian để đạt đúng chiều sâu ở mỗi lần ấn lực.
_ Phương pháp đo nhanh, độ chính xác cao.
_ Chỉ áp dụng với chi tiết có phạm vi nhỏ.
_ Không phù hợp với vật liệu tấm mỏng, xi mạ.
_ Thang đo rộng do có nhiều loại đơn vị đo, có thể chuyển đổi đơn vị đo cùng hệ Rockwell.
Đầu tiên, điều chỉnh hệ thống quang học để nhìn thấy rõ bề mặt của mẫu. Sau đó, mũi chóp kim cương sẽ ấn với lực chỉ định một lần . 2 đường chéo của vết lõm và lực ấn sẽ được dùng để tính toán độ cứng, đơn vị đo là HV. Phương pháp này sử dụng mũi kim cương dạng chóp, góc 2 cạnh đối diện 136º.
Trong đó,
HV: độ cứng theo thang Vicker,
F: lực tác dụng, N
d: chiều dài trung bình 2 đường chéo (D1,D2) của vết lõm, mm
hoặc:
Trong đó,
HV: độ cứng theo thang Vicker,
F: lực tác dụng, kgf
d: chiều dài trung bình 2 đường chéo (D1,D2) của vết lõm, µm
Máy độ cứng Vicker MITUTOYO HV-200
_ Cần kính hiển vi, máy đo quang học để xác định bề mặt mẫu cũng như vết lõm.
_ Lực ấn lõm tác dụng 1 lần trên bề mặt mẫu thử, cần thời gian để hình thành vết lõm rõ ràng.
_ Phương pháp đo được độ cứng các chi tiết nhỏ, đòi hỏi bề mặt được gia công kỹ lưỡng.
_ Đo được độ cứng vật liệu mỏng, lớp phủ.
Trong đó,
HL: độ cứng theo thang Leeb,
vi: vận tốc ban đầu khi viên bi được bắn ra, chưa va đập với mẫu
vr: vận tốc phản lại của bi đo sau khi va đập với mẫu thử.
Máy đo độ cứng Leeb cầm tay MITUTOYO HH-411
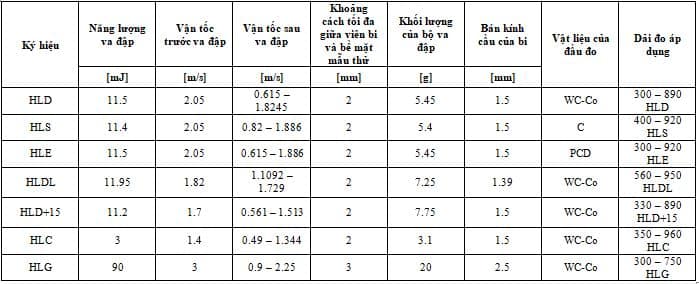
Phương pháp Leeb cũng có khá nhiều đơn vị đo, các bạn có thể xem bảng dưới đây để dễ phân biệt sự khác nhau:
Đặc trưng của phương pháp Leeb
_ Là phương pháp đo cơ động và nhanh chóng.
_ Đo được các mẫu có kích thước lớn và khối lượng >1kg.
_ Có thể chuyển đổi sang nhiều đơn vị đo khác.
_ Độ chính xác và độ lặp lại ở mức tương đối, thấp hơn so với các loại máy bàn của Rockwell, Vicker.
Quy trình hiệu chuẩn máy đo độ cứng
* Lưu ý: Đây là quy trình theo chuẩn chung, quy trình cụ thể trên thực tế sẽ có những điểm khác biệt nhất định, phụ thuộc vào nhu cầu của khách hàng.
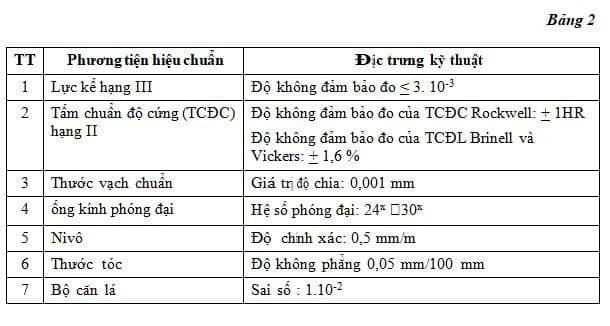
Phải sử dụng phương tiện hiệu chuẩn ghi trong bảng 2. Các phương tiện hiệu chuẩn được sử dụng phải có phạm vi đo phù hợp.
Kiểm tra theo các yêu cầu sau đây:
Kiểm tra bộ phận đo độ cứng Kiểm tra độ không phẳng của mặt bàn đặt mẫu bằng thước tóc và bộ căn lá. Độ không phẳng không vượt quá 0,1 mm/100 mm. Điều khiển để bàn đặt mẫu dịch chuyển, bàn phải lên xuống nhẹ nhàng, không bị giật cục, trục vít me đỡ bàn không được rơ.
Thanh đo của đồng hồ đo chiều sâu vết nén phải chuyển động nhẹ nhàng trên toàn bộ phạm vi đo. Trong quá trình chuyển động, kim không được nhẩy bước. Sau khi tác dụng một lực nhỏ lên đầu đo, kim phải trở lại vị trí ban đầu. Đồng hồ đo phải phù hợp với TCVN 257-2 : 2000 (Kiểm tra xác nhận và hiệu chuẩn máy thử độ cứng Rocwell).
+ Vùng quan sát phải được chiếu sáng đều;
+ Tâm vết nén phải nằm giữa trường quan sát;
+ Vết nén và các vạch số của thước vạch phải rõ nét.
+ Với máy thử độ cứng Brinell, sai số không được vượt quá 1%;
+ Với máy thử độ cứng Vickers, sai số không được vượt quá 0,1%.
Bộ phận gá kẹp mẫu thử phải giữ chặt được mẫu thử trên bàn đặt mẫu trong suốt quá trình thử.
Sử dụng ống kính phóng đại để quan sát mũi đo. Bề mặt mũi đo không được có vết nứt hoặc khuyết tật.
Mũi đo phải phù hợp với TCVN 256 – 2 : 2000 (Kiểm tra xác nhận và hiệu chuẩn máy thử độ cứng Brinell) hoặc TCVN 257 – 2: 2000 hoặc TCVN 258 – 2 : 2000 (Kiểm ta xác nhận và hiệu chuẩn máy thử độ cứng Vickers).
Quy định chung
– Với máy thử độ cứng Rockwell, phải kiểm tra lực ban đầu và các mức lực tổng;
– Với máy thử độ cứng Brinell và Vickers phải kiểm tra tất cả các mức lực;
– Các mức lực được kiểm tra theo chiều lực tăng, mỗi mức được kiểm tra ít nhất 3 lần.
– Với máy thử độ cứng Rockwell, phải kiểm tra sai số tuyệt đối và độ tản mạn giá trị độ cứng đối với tất cả các thang đo. Trường hợp chỉ dùng 1 thang đo thì tiến hành kiểm tra sai số đối với thang đo được sử dụng.
– Với máy có 2 phương pháp thử độ cứng Rockwell Brinell, hoặc Vickers – Brinell, phải kiểm tra sai số độ cứng và độ tản mạn tương đối với cả 2 phương pháp. Trường hợp chỉ dùng 1 phương pháp thì tiến hành kiểm tra sai số đối với phương pháp được sử dụng.
– Sai số tương đối cho phép lớn nhất của lực thử cho trong bảng 3.
– Sai số tuyệt đối và độ tản mạn cho phép lớn nhất của giá trị độ cứng đối với máy thử độ cứng Rockwell cho trong bảng 4.
– Sai số tương đối của giá trị độ cứng và độ tản mạn tương đối cho phép lớn nhất của đường kính hoặc đường chéo vết lõm với máy thử độ cứng Brinell hoặc Vickers cho bảng 5.
Sai số tương đối của lực thử tại các mức được kiểm tra theo chiều lực tăng, mỗi mức được kiểm tra 3 lần.
Sai số tương đối của lực thử biểu thị bằng % được xác định theo công thức:
Kiểm tra sai số tuyệt đối và độ tản mạn của giá trị độ cứng với máy thử độ cứng Rockwell.
Với mỗi thang đo độ cứng, phải sử dụng ít nhất là 3 tấm chuẩn độ cứng để kiểm tra máy. Giá trị độ cứng của các tấm chuẩn phải nằm trong giới hạn sau:
Phải tiến hành 5 phép đo trên mỗi tấm chuẩn sau khi đã loại bỏ 2 phép đo đầu tiên. Vị trí các vết thử phải phân bố tương đối đều trên bề mặt tấm chuẩn.
a – Kiểm tra sai số tuyệt đối của giá trị độ cứng Rockwell
Sai số tuyệt đối của giá trị độ cứng Rockwell được xác định theo công thức:
Ä = ⎯H – H (HR)
Trong đó:
Ä : sai số tuyệt đối của giá trị độ cứng Rockwell;
H : giá trị độ cứng danh nghĩa của tấm chuẩn độ cứng;
H : giá trị trung bình của 5 giá trị độ cứng đo được trên một tấm chuẩn độ cứng. b – Kiểm tra độ tản mạn của giá trị độ cứng Rocwell
Độ tản mạn của giá trị độ cứng được xác định theo công thức:
RH = Hmax – Hmin (HR)
Trong đó:
R: độ tản mạn
Hmax, Hmin : giá trị độ cứng lớn nhất và nhỏ nhất trong 5 giá trị đo được trên 1 tấm chuẩn độ cứng.
– Với máy thử độ cứng Brinell, phải sử dụng ít nhất là 2 tấm chuẩn độ cứng Brinell với cùng một mức lực thử để kiểm tra máy. Giá trị độ cứng của 2 tấm chuẩn độ cứng phải nằm trong giới hạn sau:
Với máy thử độ cứng Vickers, phải sử dụng ít nhất 3 tấm chuẩn độ cứng Vickers với cùng một mức lực thử để kiểm tra máy. Giá trị độ cứng của 3 tấm chuẩn phải nằm trong giới hạn sau:
– Vị trí các vết đo phải phân bố tương đối đều trên bề mặt tấm chuẩn. Phải tiến hành 5 phép đo trên mỗi tấm chuẩn độ cứng.
– Kiểm tra sai số tương đối của giá trị độ cứng Brinell và Vickers.
Sai số tương đối của giá trị độ cứng biểu thị bằng % được xác định theo công thức sau:
Chú thích (*): Đường kính trung bình của vết hoặc đường chéo trung bình của vết nén là giá trị trung bình của đường kính hoặc đường chéo của một vết lõm hoặc một vết nén đo theo hai phương vuông góc với nhau.
Trong các vận hành công nghiệp hiện đại, việc đo lường áp suất chính xác…
Hướng Dẫn Phân Biệt Nút Bịt Tai 3M Thật - Giả & Cách Sử Dụng…
Bảo Vệ Hô Hấp: Giải Mã Phin Lọc, Tấm Lọc & Hướng Dẫn Thay Thế…
So Sánh 3M 9001 Và 3M 9501: Đâu Là "Lá Chắn" Hoàn Hảo Cho Bạn?…
Giới thiệu: Tại sao sai số 0.1° lại quan trọng trong kỹ thuật chính xác?…
Cẩm Nang Giải Mã Tiêu Chuẩn PPE: "Hộ Chiếu" An Toàn Trong Thương Mại Quốc…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}